
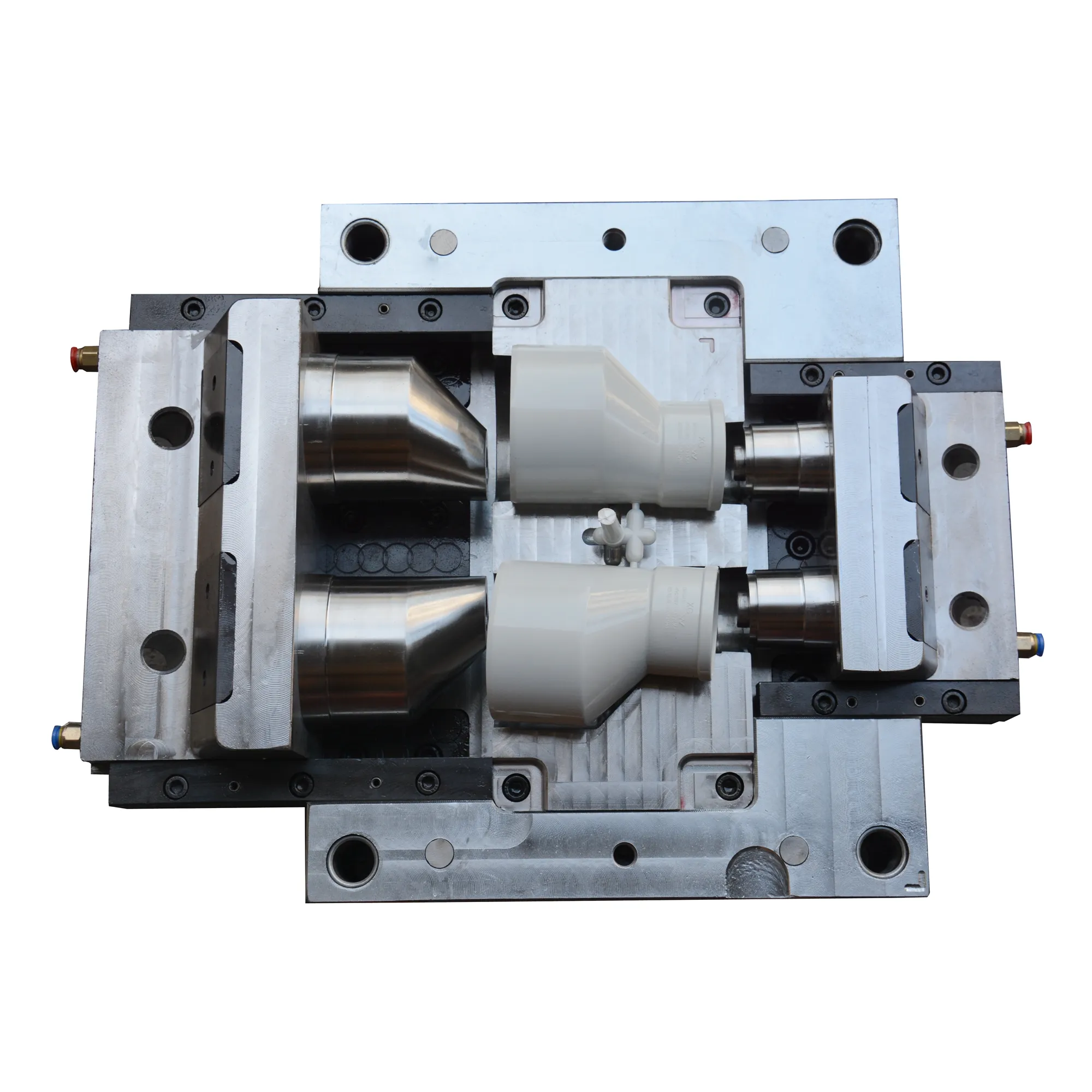
UPVC 감소 엘보 파이프 피팅 금형
금형 이름:UPVC 감소 엘보 파이프 피팅 금형
공동: 2개의 공동
금형 크기: 110x75
형 강철: 구멍과 핵심을 위한 Germany2316 china2316 or4cr13
게이트:직통 게이트
금형 구조:앵글 핀
코어/캐비티 경도: 진공 열처리 후 HRC 40-45°degree
사출성형기 : 250T
다음은 참고하실 수 있는 주요 정보입니다.
1. 탈형 시스템을 위한 PVC 재료 특성 요구 사항
탈형 시스템을 설계하기 전에 PVC(특히 연질 PVC)의 고유한 특성을 이해해야 합니다.
열악한 열 안정성: 고온에서 분해되기 쉽고 부식성 가스(HCl)를 방출하므로 짧은 흐름 채널, 빠른 냉각 및 체류 방지가 필요합니다.
탄력성 및 점도: 연질 PVC는 일정한 탄력성과 점도를 갖고 있어 제품이 코어 주위에 단단히 감겨져 탈형 저항성이 높아질 수 있습니다.
광범위한 경도: 경질 PVC(예: 수도관)부터 연질 PVC(예: 호스 및 밀봉 스트립)까지 수축률과 탈형 거동이 다릅니다.
이형제를 사용하지 않을 수 있습니다. 오염을 방지하고 후속 공정(예: 인쇄 및 접착)에 영향을 미치려면 이형제에 의존하기보다는 금형 설계를 통해 원활한 이형을 달성하는 것이 일반적으로 선호됩니다.
따라서 PVC 금형의 탈형 시스템은 안정적으로 작동하고 충분한 힘을 가져야 하며 제품 변형이나 찢어짐을 유발할 수 있는 과도한 국부 응력을 피해야 합니다.
2, 탈형 시스템의 핵심 구성 요소
일반적인 PVC 금형 탈형 시스템은 주로 다음 부분으로 구성됩니다.
1. 탑아웃 메커니즘
탈형력을 제공하는 부품입니다.
상단 로드(상단 핀): 가장 일반적으로 사용되는 구성 요소입니다. 일반적으로 상단 바늘 판에 설치되고 사출 성형기의 상단 막대에 의해 밀려납니다.
푸시 아웃 스트로크: 제품이 코어에서 완전히 밀려 나올 수 있고 적절한 안전 여유가 있는지 확인하는 것이 필요합니다.
2. 탑아웃 구성품
제품에 직접 닿아 금형에서 밀어내는 부분입니다.
돔 바늘: 가장 보편적이며 제조가 쉽고 교체가 편리합니다. 대부분의 평평하거나 약간 구부러진 영역에 적합합니다.
플랫 탑 바늘: 깊고 좁은 보강 리브(뼈 위치)를 탈형하는 데 사용되며, 이는 더 큰 접촉 면적을 제공하고 상단 침투 또는 백화를 방지할 수 있습니다.
슬리브 상단 핀(드라이버 핀): 코어 나사 또는 원통형 구조물 주변을 탈형하는 데 사용됩니다. 외부 실린더와 내부 바늘로 구성되어 있으며 외부 실린더는 제품을 배출하고 내부 바늘은 코어를 지지합니다.
상단 블록: 크고 깊은 캐비티 또는 벽이 얇은 제품의 경우 상단 블록을 사용하면 국부적인 응력 집중과 제품의 상단 백화를 방지하면서 크고 평평한 상단 힘 표면을 제공할 수 있습니다. 이는 PVC 금형에서 매우 일반적입니다.
에어 캡(에어 밸브): 압축 공기를 사용하여 탈형을 돕습니다. 특히 적합한 대상:
캐비티가 깊고 탈형 저항성이 높은 제품입니다.
연질 PVC 제품은 탄성이 있어 공기의 압력에 의해 팽창되어 심부에서 분리될 수 있습니다.
1차 탈형 작업으로 제품과 코어 사이의 진공 흡착을 차단합니다.
왓츠앱
이메일
위챗








 왓츠앱
왓츠앱 핸드폰
핸드폰