
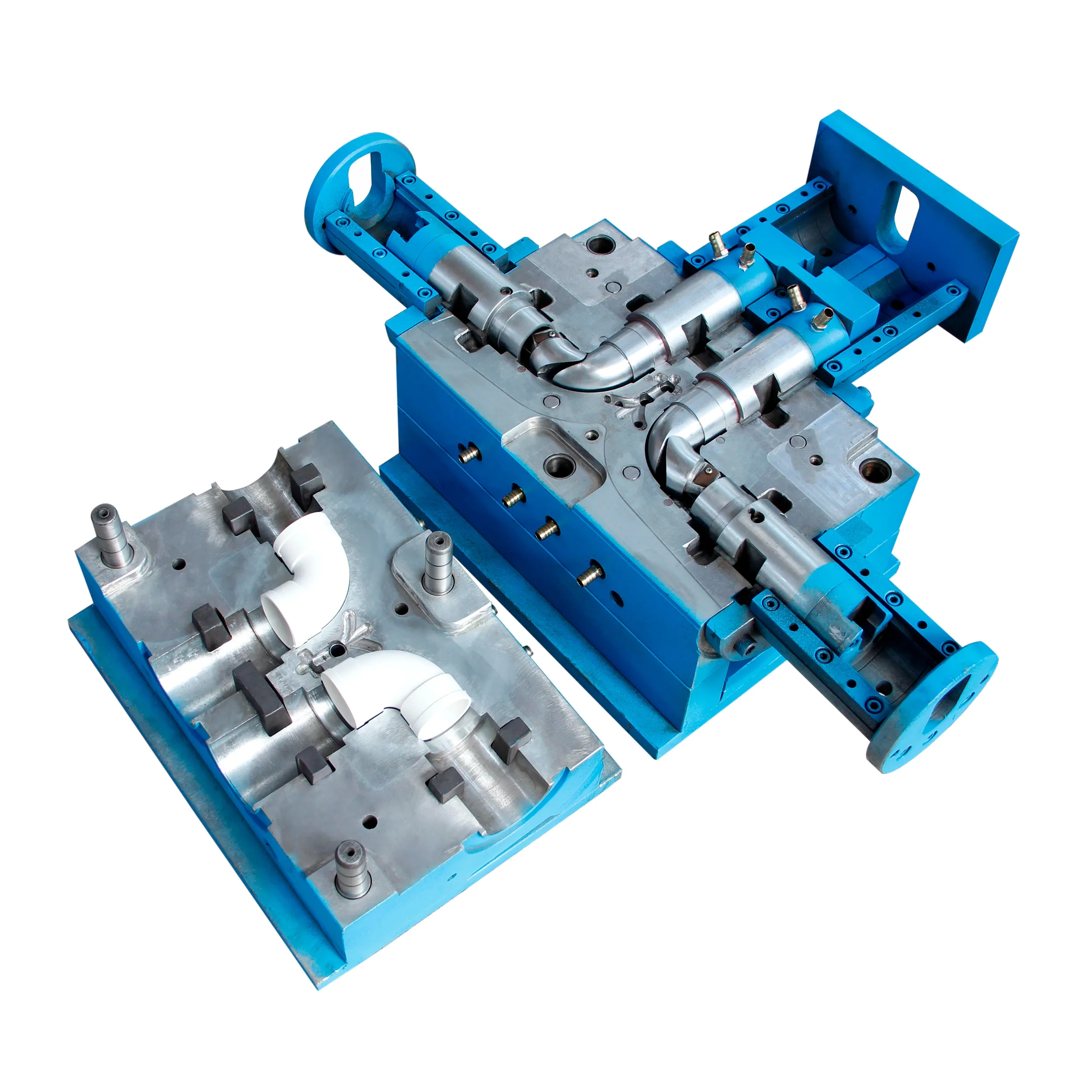
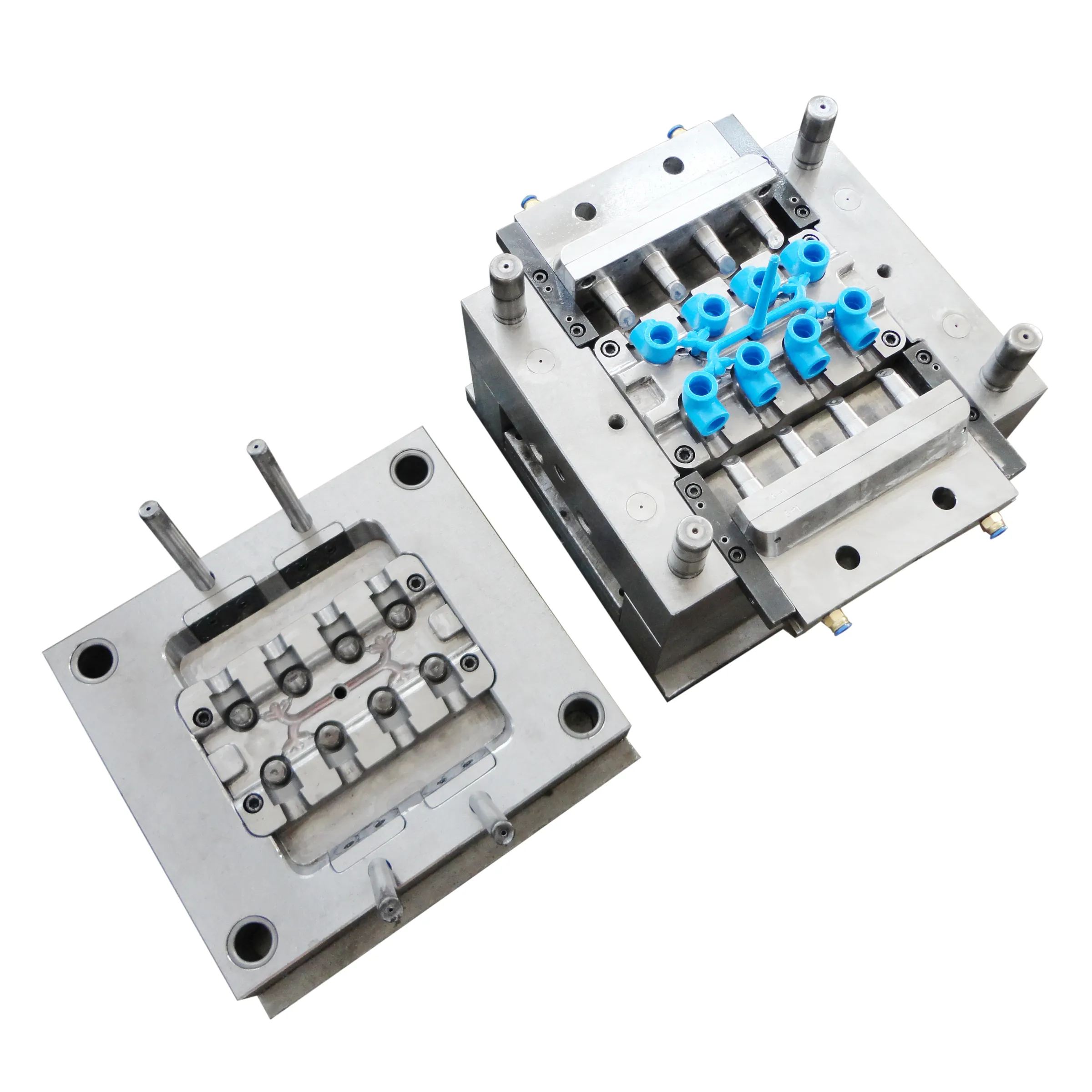
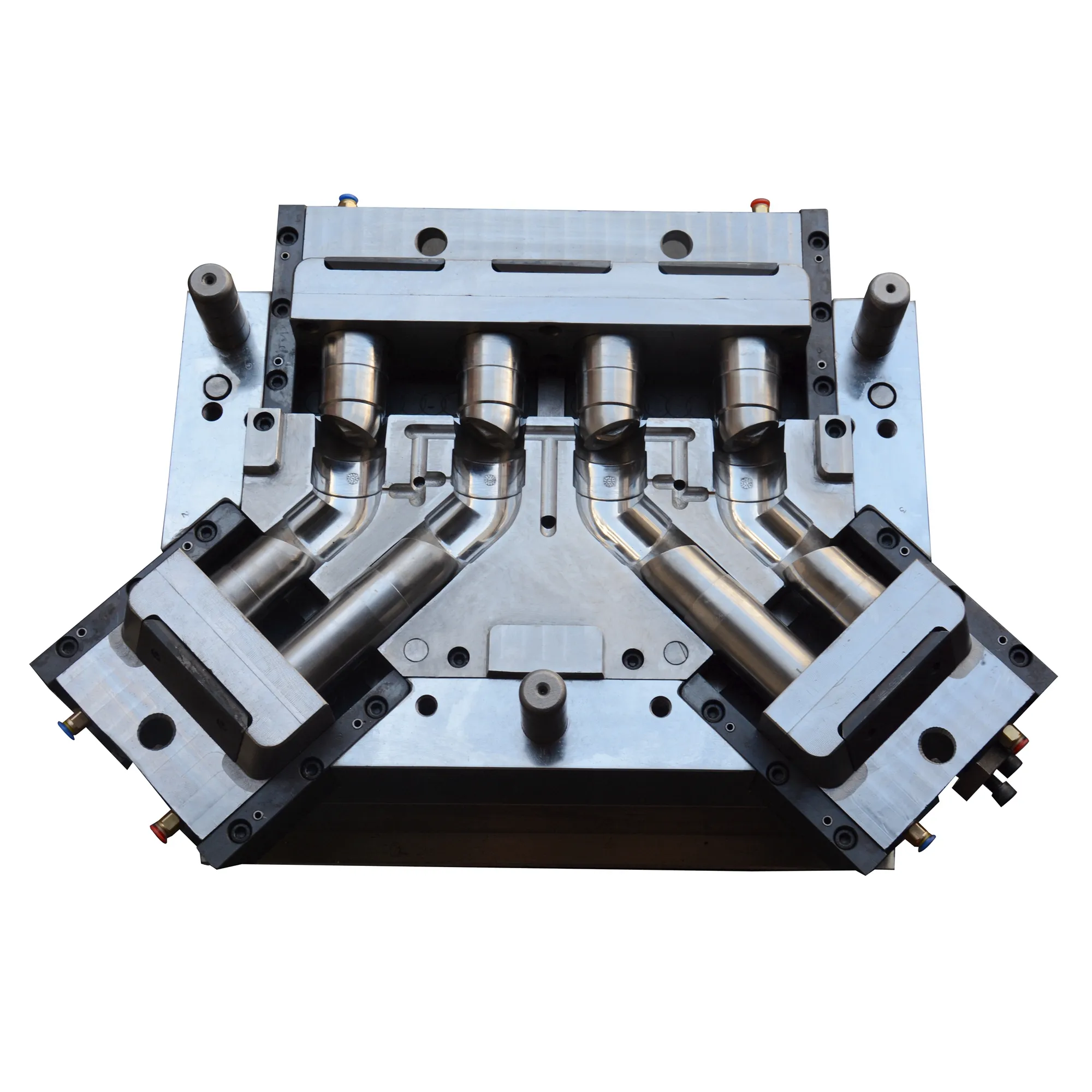
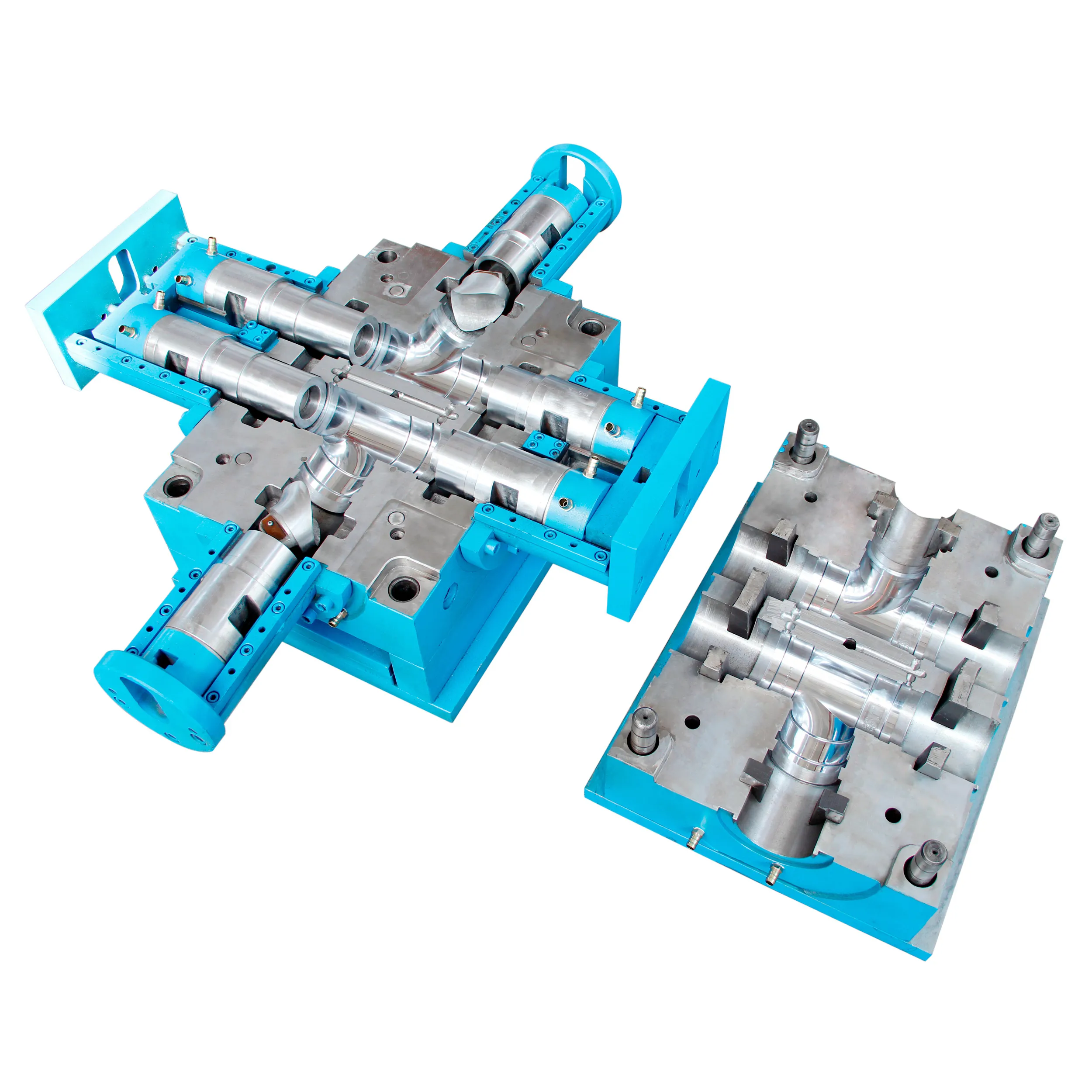
PVC 팔꿈치 90°사출 성형 파이프 피팅 금형
금형 이름:PVC 팔꿈치 90°사출 성형 파이프 피팅 금형
공동: 8개의 공동
금형 크기: 40-50mm
형 강철: 구멍과 핵심을 위한 Germany2316 china2316 or4cr13
게이트:직통 게이트
금형 구조:앵글 핀
코어/캐비티 경도: 진공 열처리 후 HRC 40-45°degree
사출 성형기: 250-320 T
PVC 주입 문제와 해결책
1. 재료부족 : 사출관 이음관 작업과정에서 금형에 충전이 안되는 현상이 자주 발생합니다. 사출 성형기가 막 작동하기 시작하면 금형 온도가 너무 낮기 때문에 PVC 용융 재료의 열 손실이 크고 초기 응고가 발생하기 쉽고 금형 캐비티의 저항이 크고 재료를 금형 캐비티로 채울 수 없습니다. 이 현상은 매우 정상적이지만 일시적이기도 합니다. 디지털 모델을 지속적으로 주입하면 자동으로 사라집니다. 금형을 항상 채울 수 없는 경우 다음 상황을 고려하여 적절하게 조정하십시오.
1: 사출 재료의 온도가 낮고 유동성이 좋지 않으므로 가열 온도를 적절하게 높여 재료의 가소화 및 유동성을 향상시킬 수 있습니다.
2: 설정된 사출 성형 주기가 짧거나 재료가 부족하면 사출 시간을 늘리고 졸 양을 늘리는 것이 적절할 수 있습니다.
3: 설정압력이 너무 낮거나, 사출압력에서 보압으로의 전환시간이 너무 빠른 경우에는 사출압력을 적절히 높이거나 보압에서 전환되는 시간을 조정할 수 있다.
4: 사출 속도가 느리면 사출 속도를 적절하게 높일 수 있습니다.
5: 흐름 채널 시스템 구조 크기가 작으므로 메인, 션트 채널 또는 게이트의 볼륨을 더 크게 늘리는 데 적합할 수 있습니다.
6: 금형 배기가 좋지 않아 게이트 위치를 수정하거나 배기 홈을 여는 것이 적절할 수 있습니다.
7: 얇은 벽 충전 금형은 어렵습니다. 제품의 구조를 조정하거나 게이팅 시스템을 변경할 수 있습니다.
왓츠앱
이메일
위챗







 왓츠앱
왓츠앱 핸드폰
핸드폰